Мне нужно было постоянно им позицию менять, желательно держать 2 привода в режиме позиционирования, 1 привод под регулятором натяжения, 2 привод под регулятором продольной приводки (что-то похожее на вращающийся нож, но с немного другим принципом работы). Желательно иметь полную синхронизацию по скорости, приводы имели разный коэффициент редукции, который зависит от установленной оснастки. Добиться на уровне контроллера синхронизации не получилось, цикл 3 мс при большой скорости работы двигателей существенно сказывается. Надо пробовать другое оборудование Flexem выглядит интересно по аппаратной части
Комментарии: 14
Evgeniy
Я думал у вас 2 серво оси с профилем DSP402 через CAM завязаны были
Geopgiy
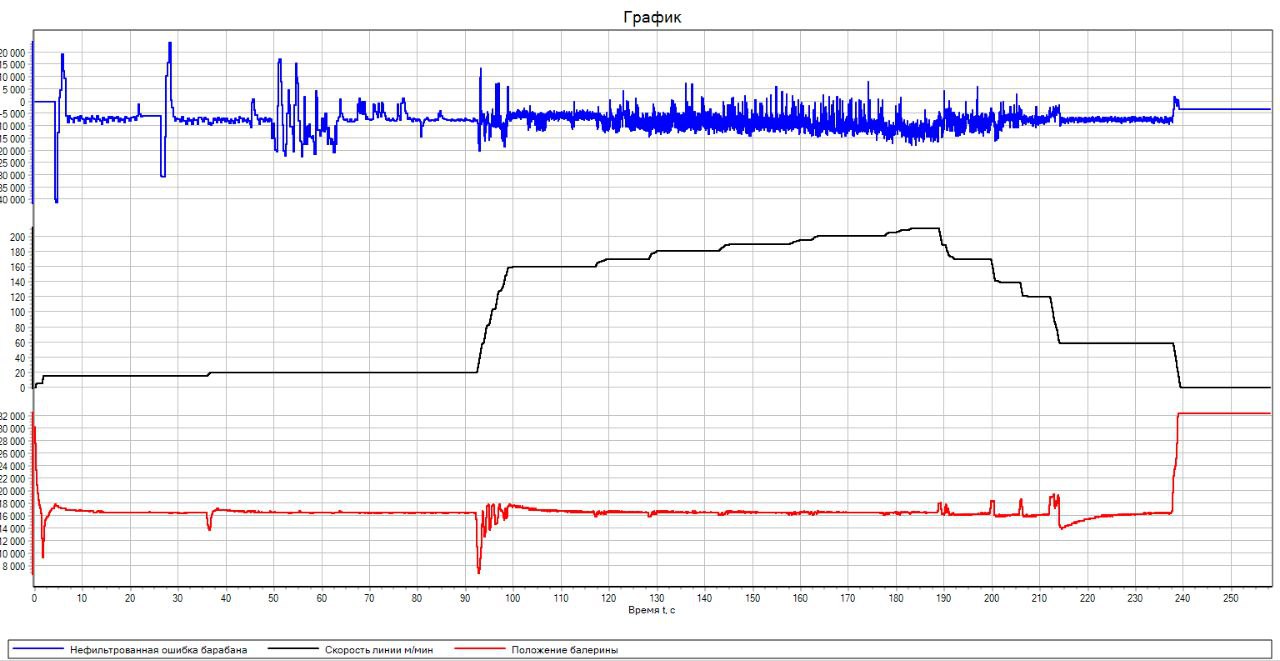
Ротационная биговальная машина Оснастка разная, конфигурация ножей и зацепления с полотном изменяется, примерно одинаково работает с печатной машиной Но двигаться быстрее чем 1 мм нельзя технологически при изменении фазы в зацеплении Качество картинки не очень: синий график это ошибка регулятора продольной приводки Допустимая погрешность, соответственно точность <0.5мм Мы уложились в 1.2-2мм Черный график это скорость машины линейная Красный это положение балерины, натяжного устройства, работа регулятора натяжения Выводить такие графики через функцию trace невозможно, окно записи слишком маленькое Поэтому всё выводили в simintech Лучше такие задачи решать средствами привода, но настройка привода без описания это проблема
Anatoliy
Здесь спрошу про Оптимальный PID регулятор (режим бурения, управление скоростью опускания бурильного инструмента (долота) конкретно скоростью лебедки, оптимальный -> имеем три параллельных PID канала регулировки скорости лебедки 1 - давление на грунт (породу), 2 - момент на инструменте (момент вращения верхнего привода, который вращает долото), 3 - перепад давлений промывочной жидкости. Каждый входной параметр имеет допустимые границы и оптимальные (обычно максимальные допустимые параметры). Необходимо автоматически выбирать канал PID в котором достигается максимальная скорость на выходе и оптимальное значение параметра. Какой можно сделать коммутатор выходов этих каналов без бросков?
Ruslan
Да такое как правило через привод делают, вся программа позиционирования в параметрах сервопривода, контроллер только для изменения параметров серво.
Geopgiy
У европейцев сразу готовые модули есть, загрузил настроил и погнали. У китайцев, в частности у дельты ASDA-A2 тоже есть возможность это сделать, но разбираться в презентациях не очень хотелось, поэтому ушли в контроллер
Ruslan
Тоже вращающийся нож, и одна серва вращала всю транспортерную систему, через кучу передач
Geopgiy
Благо хоть библиотека motion control позволяет записывать точное положение механизма по датчику Не все привода могут работать с функцией touchprobe
Ruslan
Я на innovance делал. Что было то и использовал. Там и программа есть встроенная "вращающийся нож"
Geopgiy
Когда один привод был в режиме скорости(мастер), а второй в режиме позиции, задание положения шло очень шакальное, введение фильтров по заданию положения вызывало только дополнительные задержки
Evgeniy
Т.е. штатные функции синхронизации осей SoftMotion вы не использовали, делали регуляторы и обработку вручную в программе?
Geopgiy
Использовали Но регулятор пришлось писать вручную Влезть в екам не так просто, там только 2 функции phaseshift и movesuperimpose При старте определяются коэффициент редукции и масштабирования для екам Потом регулируется фаза слейва через подачу ему доп позиции
Evgeniy
Менять CAM профили на лету
Geopgiy
Я видел такой метод в старой документации Baumuller, у них было 9 профилей для этой системы, не успел попробовать
Evgeniy
Я вам сейчас в ЛС закину доки